
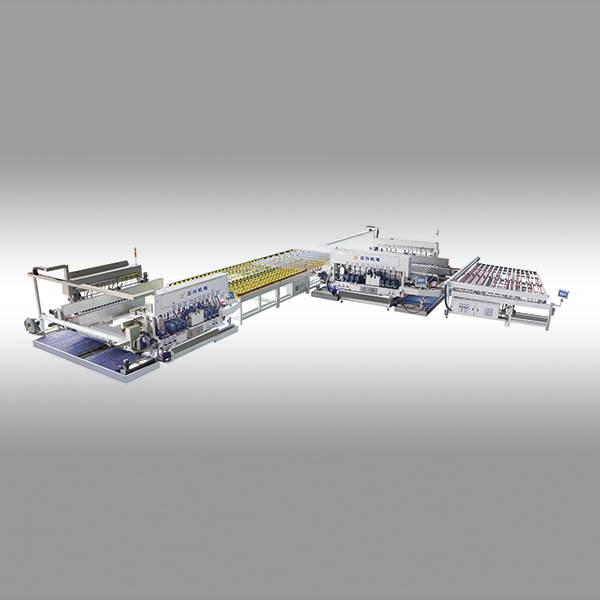
dvojna robna linija, hitra super steklena prevleka T prenosna miza
FH4225 SM2242GT + ZT4225 + SM2225GTS

Nadzorni računalnik

Natančen servo merilni sistem

sistem za nastavitev širine

Visokokakovostni elektronski deli

Pnevmatski sistem za poliranje

Arris motor

Prenosna miza z visokim izkoristkom

Prenosna miza z visokim izkoristkom
Uvod v stroj
Steklena merilna miza
Pogonski sistem
Oprema se uporablja za prenos in namestitev stekla, ki ga je treba obdelati, natančno merjenje dolžine, širine in debeline stekla ter posredovanje podatkov na brus z dvojnim robom in drugo opremo za obdelavo za nadaljnjo obdelavo stekla.
Konstrukcija steklene merilne mize vključuje 4 dele, kot je prikazano spodaj:
1. Positiong tabela
Prenos stekla, ki se premika spredaj ali vstran, poganja frekvenčni pretvornik in motor s spremenljivo frekvenco. Hitrost prenosa lahko prilagodite. Natančno določanje položaja visokokakovostni senzorji. Dolžino, širino in debelino stekla lahko izmerimo po pravilni namestitvi.
2. Merilna naprava
Dimenzija dolžine in širine stekla se meri z zelo natančnim senzorjem pogonskega zobnika poganja servo motor. Dimenzija debeline stekla se meri z najlonskim blokom, ki ga poganja cilinder na stekleno površino in dajalnikom, ki ga poganja zobnik. Tlak v jeklenki se prilagodi ločeno.
3. Električni nadzorni sistem
ECS je sestavljen iz programabilnega krmilnika (PLC), zaslona na dotik (HMI), servo gonilnika, servo motorja, pretvornika frekvence, motorja za pretvorbo frekvence, senzorja itd. PLC krmili stroj, da deluje samodejno v skladu s tehnologijo obdelave. HMI dokonča nalogo interakcije človek-računalnik.
4. Sistemski sistem
Programski sistem primerja podatke iz merilne mize za steklo s podatki o naročilu in se samodejno ujema z najbližjimi podatki o steklu. Podatki o steklu se medtem posredujejo brusilniku z dvojnim robom in drugi predelovalni opremi za način proizvodnje ali serijsko proizvodnjo.
Princip delovanja:
En stekleni list ročno ali samodejno položite na stekleno merilno mizo. Steklena merilna miza prikazuje, postavlja in natančno meri dolžino, širino in debelino stekla. Podatki o izmerjenem steklu se pošljejo v sistem upravljanja za primerjavo, da se ujemajo s podatki o naročilu, in se pošljejo v dvostranski brus in drugo opremo za obdelavo za nadaljnjo obdelavo stekla. Naslednji posamezen list stekla položite na stekleno merilno mizo in zaženite naslednji cikel obratovanja.
2. Stroj za poliranje dvojnega roba stekla.
Številka modela: SM2242GT SM2225GTS
Ta stroj je zasnovan za poliranje dveh nasprotnih robov stekla hkrati.
a) Nadzor
Ta stroj ima japonski nadzor Mitsubishi PLC in 10-palčni uporabniški vmesnik. Zaslon prikazuje vse podrobne parametre stekla. Vsak stroj je mogoče upravljati s svojim računalnikom ali pa z glavnim računalnikom.
Pravico uporabnika je mogoče razvrstiti kot operater / popravilo / skrbnik, preprečiti napake in zaščititi stroj pred napačnim delovanjem.
b) Visoko natančen prenos.
Dva tračna krmilna traka poganjata dva servo motorja z visoko natančnostjo, visoko hitrostjo in visoko sinhronizacijo.
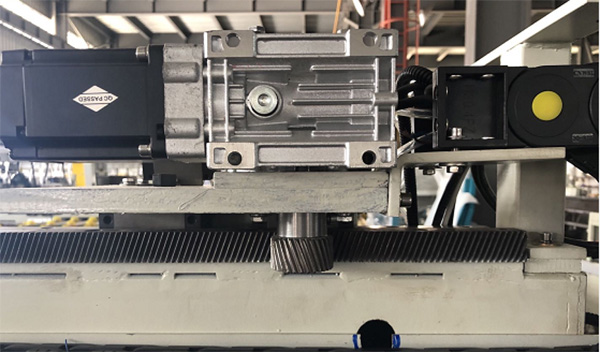
c) Premikanje premičnega odseka za brušenje.
Premični odsek za brušenje se premika vzdolž linearnega vodila z dvojnimi krogličnimi ležaji. Prenos se izvaja preko krogličnih vijakov, ki jih poganja servo motor, največja hitrost premikanja brusnega odseka pa lahko doseže 15 metrov na minuto. Ta sistem vključuje tudi zavorni in oprijemni sistem, ki lahko zagotavlja stabilno premikanje brusnega dela in nizko udarno silo. Ta struktura lahko zagotovi stabilnost oprijemljive sile za stekla velikih velikosti, tudi po daljšem delovanju stroja.
d) Vsak dvojni rob ima eno avtoamtično sredinsko podporno tirnico, ki se premika skupaj s premikajočim se odsekom, ki podpira steklo iz srednjega položaja, da prepreči upogibanje stekla. Za zelo velike dvojne robove dobavimo še eno prenosno podporno tirnico, ki jo lahko ročno namestimo.
e) Zgornji sistem za dviganje navzgor in navzdol uporablja strukturo drsne plošče, ne da bi se zataknil problem kot običajni sistem drsnih tulcev
f) Pozicionirni sistem.
Sistem za nalaganje stekla vključuje štiri dele: fiksni valji, premični sistem za prijemanje zraka, poravnavni bloki (en levi in drugi desni), zgornji zračni stiskalni valji (en levi in en desni). Steklo je natančno poravnano in tesno pritisnjeno s sistemom za določanje položaja. Ta sistem zagotavlja natančnost brušenja in učinek poliranja.
g) Enostavna nastavitev
Dvig / padec zgornjega sistema za sledenje in zgornjega motorja Arris poganjajo motorji. Nastavi se lahko samodejno glede na različno debelino stekla.
h) Sistem za zračno poliranje.
Polirno kolo upravlja zrak, ki ga krmili PLC in elektromagnetni ventil, ki se lahko premika naprej / nazaj glede na položaj stekla. Ta sistem lahko samodejno kompenzira obrabo koles, tako da neprekinjeno pritiska na steklo in doseže enak rezultat poliranja.
Premični sistem za poliranje motorja uporablja visoko natančen sistem dvostranskih linearnih drsnih tirnic.
i) Klet in ogrodje:
Izdelani so iz debelega izdelanega jekla, ki je v naši tovarni obdelano s kaljevalno pečjo. Z dobro stabilnostjo in proti torzijski trdnosti, proti upogibni trdnosti.
j) Motor
Uporabite motor ABB z visoko natančnostjo in nizkimi vibracijami. Hitrost motorjev lahko s frekvenčnim pretvornikom povečate na 4300 RPM, delovno hitrost stroja pa lahko povečate na 20 metrov / minuto.
Sistem za nadzor motorja ima funkcijo zaščite pred preobremenitvijo / pomanjkanjem faze / kratkega stika, elektronski deli uporabljajo mednarodno blagovno znamko, standardne tipe je mogoče enostavno najti na trgu, kar zmanjša stroške vzdrževanja kupca in poveča učinkovitost proizvodnje.
k) Oddajnik od zgoraj / spodaj sprejmite zobate jermene.
l) Mazanje:
Dvojni kroglični ležajni linearni vijak in vodila so mazani s samodejno oljno črpalko.
Stroj je opremil tudi ročno mazalno črpalko, ki maže drsno površino.
m) Prilagoditev delovne hitrosti: Preko frekvenčnega pretvornika.
n) Rezervoar za vodo, pladenj za vodo, zgornji / spodnji pokrov zobatega jermena, pokrovi linearne vodilne tirnice / krogelnih vijakov so izdelani iz nerjavečega jekla.
o) Merilnik amperometra:
preverite razmerje koles.
Več podrobnosti fotografije.
Kotni brusni motor
Zamenjava - prilagodljiv dizajn nepremočljivega priključnega modula razumljiv indikator za gornji in spodnji ampermeter motorja arris.
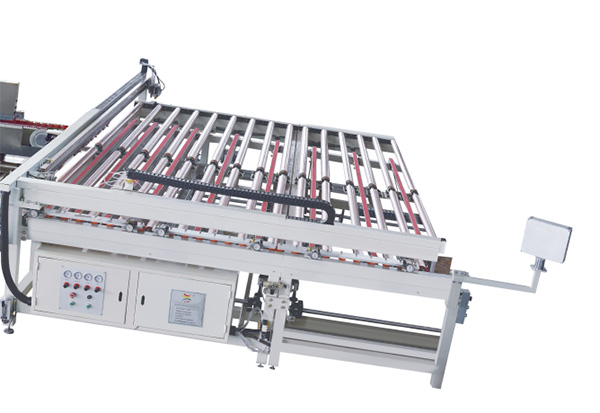
3. L-oblika prenosne mize. Valjčna miza in zobati jermen.
Ta stroj je sestavljen iz valjčnega oddajnega sistema in oddajnega sistema zobatega jermena. Sistem za prenos valjev poganja veriga, hitrost krmili pretvornik glede na nastavitveno hitrost.
Oddajni sistem zobatega jermena je mogoče dvigniti navzgor in navzdol. Ko steklo izstopi iz prvega dvojnega roba, se sistem zobatega jermena dvigne. Steklo se premakne v desno pozicijo in nato spusti navzdol na valjčni prenosni sistem.
Transportni sistem zobatega jermena uporablja telo iz aluminijastega profila.
Tehnični parametri
Hitrost proizvodnje
| Postavka | Debelina stekla | Maks. delovna hitrost | Steklena obdelava |
|
1 |
4 - 6 mm | 22 m / min | Grobo brušenje |
|
2 |
8 -10 mm | 18 m / min | Grobo brušenje |
|
3 |
12 - 15 mm | 15 m / min | Grobo brušenje |
|
4 |
4 - 6 mm | 16 m / min | Fino poliranje |
|
5 |
8 -10 mm | 14 m / min | Fino poliranje |
|
6 |
12 - 15 mm | 12 m / min | Fino poliranje |
Delovna natančnost:
| Postavka | Opis | Natančnost Doseg |
|
1 |
Natančnost diagonalne črte | ≤0,5 mm / m |
|
2 |
Vzporedna natančnost | ≤0,2 mm / m |
|
3 |
Natančnost velikosti Arrisa | ≤0,2 mm / m |
|
Postavka |
Parameter | Doseg |
|
1 |
Maks. velikost stekla | 4200x2500 mm |
|
2 |
Min. velikost stekla | 350 x 350 mm (dvojni rob brez sredinskega nosilca)400 x 400 mm (celotna linija) |
|
3 |
Debelina stekla | 3 - 28 mm |
|
4 |
Širina Arris: | 1 - 3 mm |
|
5 |
Globina brušenja | 3 mm (enostranska) |
|
7 |
Hitrost nastavitve širine | 1 - 15 m / min |
|
8 |
Delovni zračni tlak | 0,7 MPa |
| Delovna višina: | 920 - 960 mm | |
|
9 |
Popolna moč | Približno 135 KW / 380V 50Hz 3P |